
电子膨胀阀是由微处置器进行控制,调节蒸发器供液量,是电子式调节模式,故称为电子膨胀阀,其外形如图1所示。电子膨胀阀是一种新型的节流装置,它适应了制冷机电一体化的进步需要,达成了微机直接控制和调节制冷循环,具备热力膨胀阀没办法比拟的优良特质,为制冷系统的自动化控制提供了条件,是一种非常有进步前途的自控节能元件。
1、结构
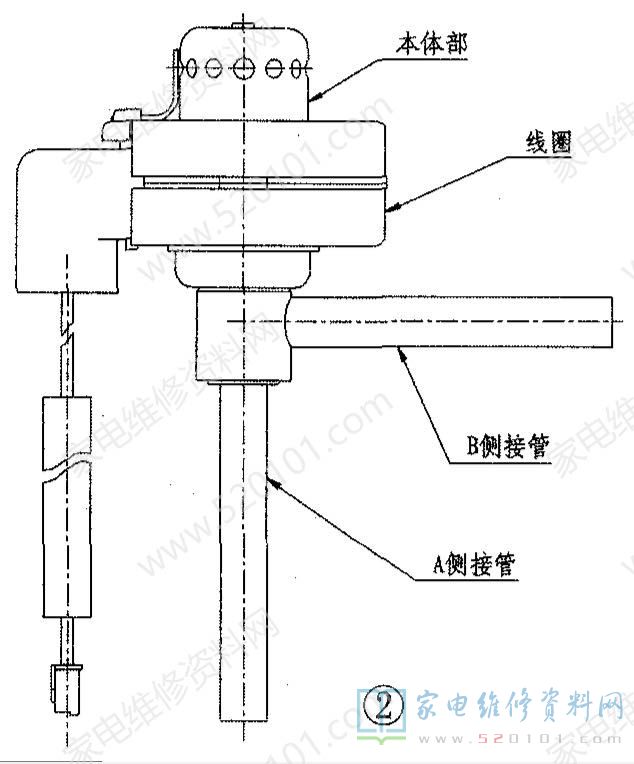
电子膨胀阀有步进电机型和电磁线圈型两种结构形式。电磁线圈型严格地说是一种电磁膨胀阀。现在,在家用空调、冰箱等制冷设施中常说的电子膨胀阀一般指的是步进电机型。该类电磁阀由阀体、阀芯、波纹管、传动机构和脉冲步进电机等组成,如图2所示。
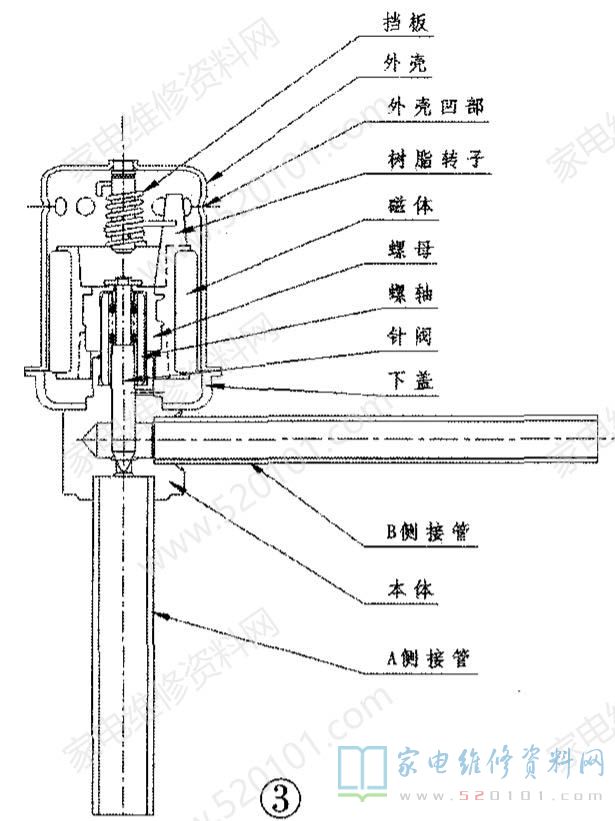
阀体是指膨胀阀本身,由针阀、磁体及上下盖等部件组成,如图3所示。针阀的开度大小靠回气过热度控制,过热度越大开度越大,过热度越小开度也就越小。
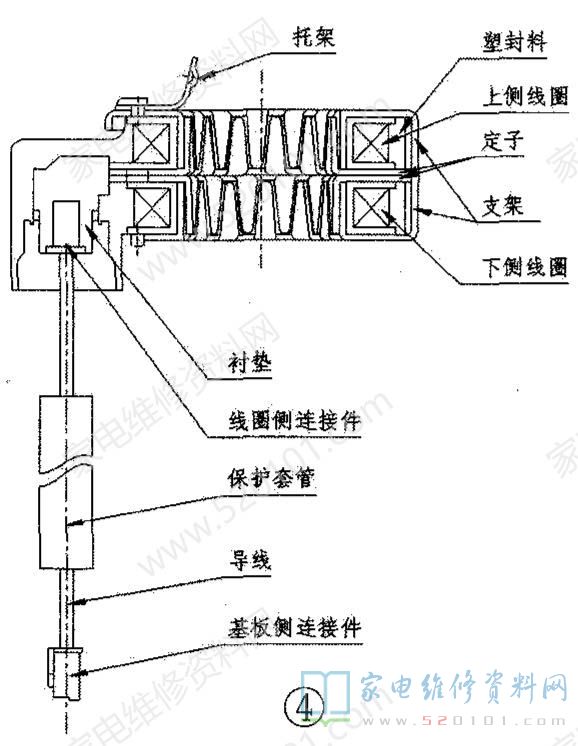
波纹管是将制冷剂通道与运动部件隔开,以防制冷剂泄漏。脉冲步进电机是驱动机构,主要由线圈支架、连接件等组成,如图4所示。传动机构有哪些用途是将电机的旋转运动转变为阀芯的往复运动。传动机构有两种,减速式传动机构包含齿轮副、罗纹副、传动杆等。直动式传动机构没齿轮副。
2、工作原理介绍
从上面结构剖析可知,常用电子膨胀阀的工作原理实质就是步进电机的工作原理。常用步机电机的转子为永磁体,当电流流过定子绕组时,定子绕组产生一矢量磁场。 该磁场会带动转子旋转一角度, 使得转子的一对磁场方向与定子的磁场方向-致。当定子的矢量磁场旋转一个角度时,转子也伴随该磁场转动一个角度。也就是说,给步进电机每加一个电脉冲,电机就转动一个角度。电机转动的角位移与输人的脉冲数成正比,转速与脉冲频率成正比。改变绕组通电的顺序,电机就会反转。
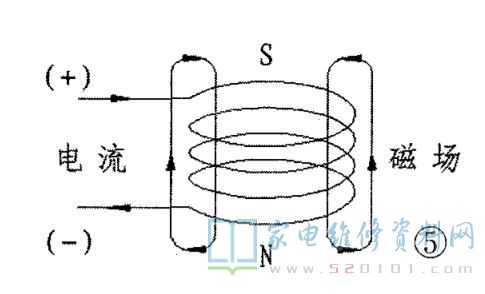
1.电流和磁场
当电流流过导体时,依据右手螺旋定则,将会产生与电流方向垂直的向右旋转的磁力线。若是螺旋状的导体,就会产生如图5所示的磁场。
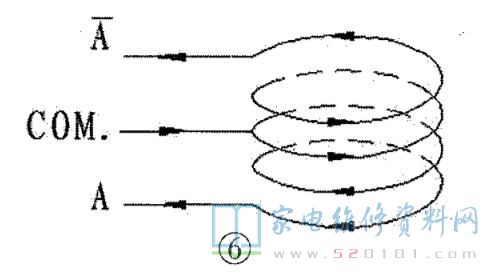
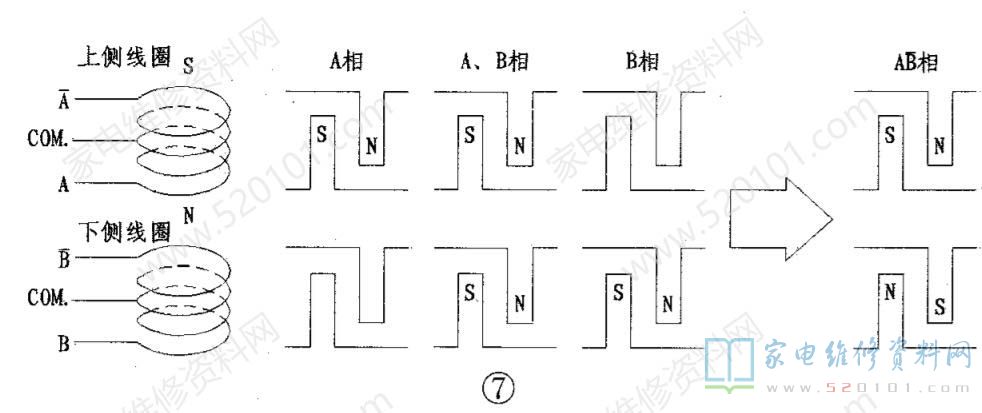
脉冲步进电机的线圈分上下两相,如图6所示,上侧线圈进行A、A励磁,线圈的绕线方向是同一方向,在线圈中间引出cOM线,两端口是A和A,通过改变COM端电流方向即可改变励磁,从而达成单极驱动。
1-2相励磁时,线圈支架及定子的爪产生的励磁状况如图7所示,其开阀顺序为A-AB-B-BA-A-AB-B-BA。 闭阀顺序与开阀相反。
励磁速度:31.25pps/83.4pps 。
线圈工作电压:DC12V±10%。为了预防线圈的温度上升,在电磁阀停止动作时;不可以再通电。电流方向:将cOM侧作为正极。初期阀基点在A相励磁状况下,为0脉冲。膨胀阀反向动作时,应加上0.5s左右的励磁,令电机稳定。不然,会引起失步。
3.流量的控制办法
步进电机的转动通过传动机构变换为直线运动,控制针阀与阀孔之间的间隙,达成流量调节。
电子膨胀阀的特征是调节范围大、动作飞速灵敏、调节精密、稳定靠谱。制冷剂在电子膨胀阀中可以正、逆两个方向流动,防止了热力膨胀阀只有一个方向的缺点。用于热泵时可使制冷系统大为简化。制冷系统停机时,电子膨胀阀可以完全关闭,使制冷剂进口处不需要安装电磁阀。
提示:安装电子膨胀阀时应注意以下几个方面:1.电机应坐落于正上方,与阀体轴心垂直,以预防电机的润滑油沉积在阀底部,使系统和阀体的性能遭到影响;2.在阀入口处安装100~120目的过滤网,以预防异物进入;3.焊接时,阀体部分的温度不可以超越120°C,用水冷却时,阀体内不可以进水。
3、常见问题检修
问题现象1:电子膨胀阀的阀门处于全闭状况。剖析检修:正常时,电子膨胀阀在通电前,针阀处于打开地方。阀体出厂时阀开度是480个脉冲,但因为转子是通过螺纹结构固定,在运输过程中或许会因为振动而使转子地方发生改变,最后使阀门处于全闭状况。
遇此问题时,上电后进行复位操作即可,以确保阀体处于开的状况,如此才能通过步进电机控制针阀开度的大小,从而调节膨胀阀的流量。问题现象2:开机后,电子膨胀阀内有噪音。剖析检修:假如噪音过大,表明其内部器件卡滞,需整体更换加以解决。
值得一提的是, 若接通电源时阀体内有“咔嗒”声,这是正常现象。在空调通电后,电控板会给电子膨胀阀送来全开或者全闭的脉冲,这个时候电子膨胀阀的转子转到最大开度时,与限位装置碰撞,发出“咔嗒”摩擦音。当空调系统内充满了冷媒,转子转动的阻力加强与声音的传播方法有所改变时,电子膨胀阀的动作音会变得非常小。
问题现象3:电子膨胀阀不动作。剖析检修:接通电源时,先听阀体内有无“咔嗒”声,如无,则检查阀体是不是完整套人线圈,线圈与电路板连接是不是正常,线圈供电电压是不是符合需要。
若上述检查均正常,则检查阀体能否全开,如不可以,则表明阀体已坏,需换新。若阀体能全开,则检查阀全闭的脉冲数是不是大于480pps,若低于480pps,则检查驱动机构。
问题现象4:电子膨胀阀卡死。剖析检修:该问题是因为杂物在冷媒流动时进人电子膨胀阀内部并积聚,杂物嵌入到阀体内,就会使转子转动的摩擦力增大,引起卡死现象,一般只有整体更换来解决。
容易见到的杂物有管路异物、焊接氧化物等,即问题多系人为所致。为预防出现该问题,在检修时一是加大管路清洗度,二是采取焊接保护,-般使用充入氯气的办法,以降低氧化物,三是在阀体两端安装100目以上的过滤器。
值得一提的是,在焊接电子膨胀阀时,应将阀体全部浸在水中,或用喷水头对阀体进行连续喷水,喷水量应保证水流能全覆盖阀体的外表面。同时,在焊接时需要充入氮气进行保护。为预防充入的氮气被加热成高温气体经过阀芯而损毁电子膨胀阀,氮气需要从膨胀阀的进出口同时充人。